









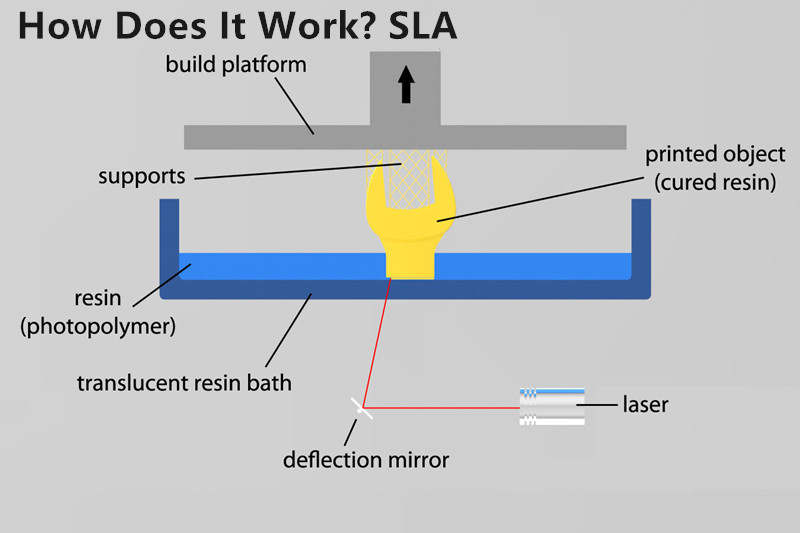
SLA (Stereolithographie) ass en additive Fabrikatiounsprozess, bei deem en UV-Laser op e Behälter mat Photopolymerharz fokusséiert gëtt. Mat Hëllef vu computergestëtzter Fabrikatiounssoftware oder computergestëtzter Designsoftware (CAM/CAD) gëtt den UV-Laser benotzt fir en virprogramméiert Design oder eng Form op d'Uewerfläch vum Photopolymerbehälter ze zeechnen. Photopolymere si empfindlech op ultraviolett Liicht, sou datt den Harz photochemesch fest gëtt a eng eenzeg Schicht vum gewënschten 3D-Objet bildt. Dëse Prozess gëtt fir all Schicht vum Design widderholl, bis den 3D-Objet fäerdeg ass.
CARMANHAAS kéint dem Client en optescht System ubidden, dat haaptsächlech e schnelle Galvanometer-Scanner an eng F-THETA-Scan-Lëns, e Strale-Expander, e Spigel asw. enthält.
355nm Galvo Scanner Kapp
| Modell | PSH14-H | PSH20-H | PSH30-H |
| Waasserkillen/versiegelten Scankopf | Jo | Jo | Jo |
| Blend (mm) | 14 | 20 | 30 |
| Effektiven Scanwénkel | ±10° | ±10° | ±10° |
| Tracking-Feeler | 0,19 ms | 0,28 ms | 0,45 ms |
| Schrëttäntwertzäit (1% vun der voller Skala) | ≤ 0,4 ms | ≤ 0,6 ms | ≤ 0,9 ms |
| Typesch Geschwindegkeet | |||
| Positionéierung / Sprangen | < 15 m/s | < 12 m/s | < 9 m/s |
| Linnenscannen/Rasterscannen | < 10 m/s | < 7 m/s | < 4 m/s |
| Typesch Vektorscanning | < 4 m/s | < 3 m/s | < 2 m/s |
| Gudde Schreifqualitéit | 700 cps | 450 cps | 260 cps |
| Héich Schreifqualitéit | 550 cps | 320 cps | 180 cps |
| Präzisioun | |||
| Linearitéit | 99,9% | 99,9% | 99,9% |
| Opléisung | ≤ 1 Urad | ≤ 1 Urad | ≤ 1 Urad |
| Widderhuelbarkeet | ≤ 2 Urad | ≤ 2 Urad | ≤ 2 Urad |
| Temperaturdrift | |||
| Offset-Drift | ≤ 3 urad/℃ | ≤ 3 urad/℃ | ≤ 3 urad/℃ |
| Qver 8 Stonnen Laangzäit Offset Drift (No 15 Minutte Warnung) | ≤ 30 Urad | ≤ 30 Urad | ≤ 30 Urad |
| Betribstemperaturberäich | 25℃±10℃ | 25℃±10℃ | 25℃±10℃ |
| Signal-Interface | Analog: ±10V Digital: XY2-100 Protokoll | Analog: ±10V Digital: XY2-100 Protokoll | Analog: ±10V Digital: XY2-100 Protokoll |
| Ufuerderung un d'Energieversuergung (DC) | ±15V @ 4A Max RMS | ±15V @ 4A Max RMS | ±15V @ 4A Max RMS |
355nm F-Theta-Lënsen
| Beschreiwung vum Deel | Brennwäit (mm) | Scanfeld (mm) | Maximalen Entrée Pupill (mm) | Aarbechtsdistanz (mm) | Montage Fuedem |
| SL-355-360-580 | 580 | 360x360 | 16 | 660 | M85x1 |
| SL-355-520-750 | 750 | 520x520 | 10 | 824,4 | M85x1 |
| SL-355-610-840-(15CA) | 840 | 610x610 | 15 | 910 | M85x1 |
| SL-355-800-1090-(18CA) | 1090 | 800x800 | 18 | 1193 | M85x1 |
355nm Straleexpander
| Beschreiwung vum Deel | Expansioun Verhältnis | Input CA (mm) | Ausgang CA (mm) | Wunneng Duerchmiesser (mm) | Wunneng Längt (mm) | Montage Fuedem |
| BE3-355-D30:84.5-3x-A(M30*1-M43*0.5) | 3X | 10 | 33 | 46 | 84,5 | M30*1-M43*0,5 |
| BE3-355-D33:84.5-5x-A(M30*1-M43*0.5) | 5X | 10 | 33 | 46 | 84,5 | M30*1-M43*0,5 |
| BE3-355-D33:80.3-7x-A(M30*1-M43*0.5) | 7X | 10 | 33 | 46 | 80,3 | M30*1-M43*0,5 |
| BE3-355-D30:90-8x-A(M30*1-M43*0.5) | 8X | 10 | 33 | 46 | 90,0 | M30*1-M43*0,5 |
| BE3-355-D30:72-10x-A(M30*1-M43*0.5) | 10x | 10 | 33 | 46 | 72,0 | M30*1-M43*0,5 |
355nm Spigel
| Beschreiwung vum Deel | Duerchmiesser (mm) | Déckt (mm) | Beschichtung |
| 355 Spigel | 30 | 3 | HR@355nm, 45° AOI |
| 355 Spigel | 20 | 5 | HR@355nm, 45° AOI |
| 355 Spigel | 30 | 5 | HR@355nm, 45° AOI |


