


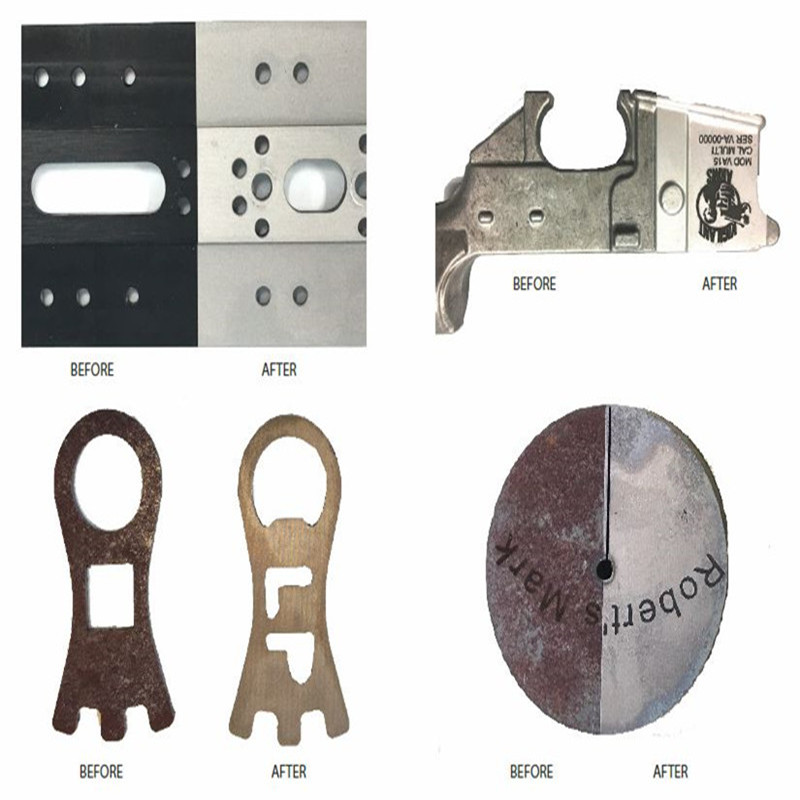



Traditionell industriell Reinigung huet eng Vielfalt vu Reinigungsmethoden, déi meescht dovunner sinn d'Reinigung mat chemeschen Agenten a mechanesche Methoden. Mee d'Faserlaserreinigung huet d'Charakteristiken vun net-schleifendem, kontaktlosem, net-thermeschem Effekt a gëeegent fir verschidde Materialien. Et gëllt als déi aktuell zouverlässeg an effektiv Léisung.
De spezielle Pulslaser mat héijer Leeschtung fir d'Laserreinigung huet eng héich duerchschnëttlech Leeschtung (200-2000W), eng héich Eenzelpulsenergie, eng quadratesch oder ronn homogeniséiert Punktleistung, einfach ze benotzen an ze pflegen, etc. E gëtt an der Behandlung vu Formoberflächen, der Automobilproduktioun, der Schëffsbauindustrie, der petrochemescher Industrie, etc. benotzt. Ideal Wiel fir industriell Uwendungen wéi d'Produktioun vu Gummireifen. Lasere kënnen eng séier Reinigung a Uewerflächenvirbereedung a bal all Industrien erméiglechen. De pflegenarme, einfach automatiséierte Prozess kann benotzt ginn fir Ueleg a Fett ze entfernen, Faarf oder Beschichtungen ofzebauen oder d'Uewerflächentextur ze modifizéieren, zum Beispill Rauheet derbäizesetzen fir d'Adhäsioun ze verbesseren.
Carmanhaas bitt professionellt Laserreinigungssystem. Dacks benotzt optesch Léisungen: de Laserstrahl scannt d'Aarbechtsfläch duerch de Galvanometer.
System an d'Scanlëns fir déi ganz Aarbechtsfläch ze botzen. Vill benotzt fir Metalloberflächen ze botzen, kënnen speziell Energielaserquellen och fir d'Botzen vun net-metalleschen Uewerflächen ugewannt ginn.
Optesch Komponenten ëmfaassen haaptsächlech e Kollimatiounsmodul oder e Beam-Expander, e Galvanometersystem an eng F-THETA-Scanlëns. De Kollimatiounsmodul konvertéiert den divergéierenden Laserstral an e parallele Stral (reduzéiert den Divergenzwénkel), de Galvanometersystem realiséiert d'Stralloflenkung an d'Scannung, an d'F-THETA-Scanlëns erreecht e uniforme Stralscanningfokus.
1. Héich Eenzelpulsenergie, héich Spëtzeleistung;
2. Héichstrahlqualitéit, héich Hellegkeet an homogeniséierten Ausgangspunkt;
3. Héich stabil Ausgab, besser Konsistenz;
4. Méi kleng Pulsbreet, wat den Hëtztakkumulatiounseffekt beim Botzen reduzéiert;
5. Et gi keng abrasiv Materialien benotzt, ouni Problemer bei der Trennung an der Entsuergung vu Kontaminanten;
6. Et gi keng Léisungsmëttel benotzt - chemiefräien an ëmweltfrëndleche Prozess;
7. Raimlech selektiv – nëmmen déi erfuerderlech Fläch botzen, Zäit a Käschte spueren andeems Regiounen ignoréiert ginn, déi irrelevant sinn;
8. De kontaktlose Prozess verléiert ni a Qualitéit;
9. E liicht automatiséierte Prozess, deen d'Betribskäschte senke kann, andeems d'Aarbecht eliminéiert gëtt a gläichzäiteg eng méi grouss Konsistenz vun de Resultater garantéiert.
| Beschreiwung vum Deel | Brennwäit (mm) | Scanfeld (mm) | Aarbechtsdistanz (mm) | Galvo-Apertur (mm) | Kraaft |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W CW |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W CW |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Bemierkung: *WC bedeit Scanobjektiv mat Waasserkillungssystem
Laserreinigung bitt verschidde Virdeeler géintiwwer traditionellen Approchen. Et involvéiert keng Léisungsmëttel an et gëtt kee Schleifmaterial ze handhaben an ze entsuergen. Am Verglach mat anere Prozesser, déi manner detailléiert sinn a meeschtens manuell Prozesser, ass Laserreinigung kontrolléierbar a kann nëmmen op spezifesch Beräicher vun der ... ugewannt ginn.
